فناوری جوش فورجینگ میلگرد، به عنوان یکی از روشهای نوین در صنعت ساختمانسازی، توانسته تحولی چشمگیر در اتصالات میلگردها ایجاد کند. این روش با ترکیب گرما و فشار، دو میلگرد را به یکدیگر جوش داده و پیوستگی بالایی در ساختار بتن آرمه به ارمغان میآورد. با وجود مزایای فراوانی که این فناوری به همراه دارد، همچون افزایش سرعت اجرا و کاهش نیروی انسانی مورد نیاز، بررسی معایب و ضوابط اجرایی آن نیز حائز اهمیت است. برای آشنایی بیشتر با روش اتصال جوش فورجینگ و نگاهی دقیقتر به نقاط قوت و ضعف این روش، با ما همراه باشید.
جوش فورجینگ چیست؟

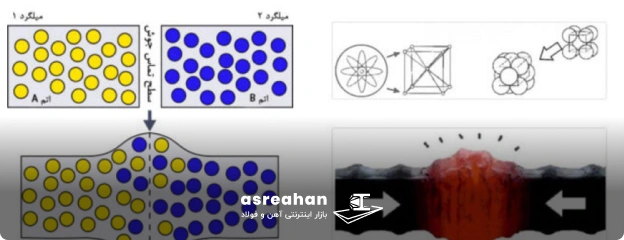
جوش فورجینگ میلگرد، یک روش پیشرفته برای اتصال میلگردها در صنایع ساختمانی است که با استفاده از ترکیب گرما و فشار بالا، دو میلگرد را به یکدیگر جوش میدهد. این فرآیند به این صورت است که ابتدا سر میلگردها به دمایی میرسند که مواد فلزی نرم و خمیری شده و سپس با فشردن آنها به هم و در واقع ایجاد فشار مکانیکی، ساختاری یکپارچه و مقاوم ایجاد میشود.
از مزایا این روش این است که برخلاف دیگر روشهای اتصال، باعث میشود میلگردها بدون کاهش مقاومت مکانیکی به هم متصل شوند، که این امر منجر به بهبود عملکرد سازههای بتنی میشود.
تاریخچه فورجینگ میلگرد (جوش سر به سر میلگرد)

تاریخچه جوشکاری فورجینگ سر به سر میلگرد (یا جوش فورجینگ میلگرد) به دهه ۱۹۳۰ بازمیگردد، زمانی که این فناوری در ایالات متحده آمریکا و ژاپن تحت عنوان جوشکاری گاز فشار (Gas Pressure Welding - GPW) معرفی شد.
این روش به عنوان یکی از زیرشاخههای فرآیند جوشکاری گاز اکسی استیلن توسعه یافت و به تدریج کاربرد گستردهای پیدا کرد. ابتدا این روش برای جوشکاری ریلها و لولهها به کار گرفته شد و سپس در جوشکاری میلگردهای فولادی مورد استفاده قرار گرفت. در دهههای بعد، تحقیقات بیشتری در کشورهای آلمان، روسیه و ژاپن انجام شد که به بهبود و گسترش این روش کمک کرد.
فیلم آموزش جوش فورجینگ
ویدئو زیر نمایش دقایقی کوتاه از جوش فورجینگ است که میتوانید نحوه صحیح انجام کار را در آن مشاهده کنید.
نحوه اجرای جوش فورجینگ میلگرد

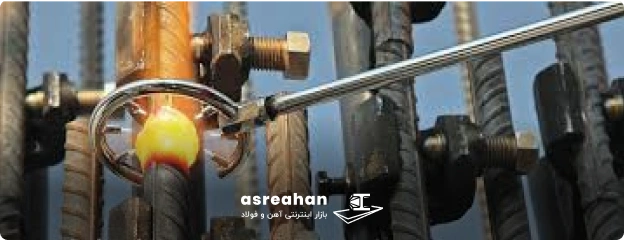
در فرآیند فورجینگ برای جوش سر به سر میلگردها، ذوب کامل فلز پایه اتفاق نمیافتد. به همین دلیل، این روش به عنوان یک روش جوشکاری در فاز جامد شناخته میشود. برای اجرای این نوع جوش، ابتدا انتهای میلگردها با مشعل اکسی استیلن گرم میشود تا به حالت پلاستیکی برسند.
سپس دو سر میلگردها تحت فشار در کنار هم قرار میگیرند. هنگامی که حرارت به محدوده 1200 تا 1300 درجه سانتیگراد میرسد، مولکولهای میلگردها انرژی لازم برای فعال شدن را کسب میکنند. در این مرحله، مولکولها در ناحیه اتصال با یکدیگر ترکیب شده و پیوند مولکولی ایجاد میشود. به این ترتیب، جوش سر به سر میلگردها شکل میگیرد.
وجود هر گونه آلودگی در سر میلگردها میتواند به شدت در کیفیت جوش تاثیرگذار باشد و باعث کاهش استحکام اتصال شود. این موضوع ممکن است منجر به عدم رسیدن سازه به مقاومت مطلوب و یا نیاز به جوشکاری مجدد شود، که هم باعث هدر رفت زمان و هم هزینههای اضافی میشود.
انواع روش های فورجینگ

روش فورجینگ نیز انواع متفاوتی دارد که شامل فورجینگ قالب باز و قالب بسته، فورجینگ سرد، فورجینگ کله زنی، فورجینگ در نورد، فورجینگ چند جهته و فورجینگ هم دما میباشد که در ادامه قصد داریم به توضیح هر کدام از آنها بپردازیم:
فورجینگ سرد

روش فورجینگ سرد از گذشته مورد علاقه آهنگران بوده و در دمای محیط و با اعمال نیروی زیاد انجام میپذیرد. باید توجه داشت که در این روش قطعاتی با چکش خواری بالا استفاده میشود.
فورجینگ آپست یا کله زنی

فورجینگ آپست یا کله زنی یکی از فرایندهای فورجینگ است که در آن سر پیچها، پرچها و میخها با استفاده از جریان پلاستیسیته فلز در قالبها شکل داده میشود. در این روش، مفتول به عنوان ماده اولیه استفاده میشود و سر آن درون قالب فشرده میگردد. این فرآیند منجر به افزایش قطر سر و ایجاد فرم دلخواه سر پیچ میشود.
فورجینگ در نورد

فورجینگ در نورد، جز روشهای رایج است که در آن قطعهای گرم شده و از میان دو غلتک گذشته میشود؛ که البته این کار در خلاف حرکت قطعه میباشد. در این روش اشکال هندسی موجود در غلتکها شکل و فرم قطعه را تعیین میکند. در نهایت قطعه با حرکت جزئی غلتکها خارج شده و آماده میشود.
فورجینگ هم دما
در روش فورجینگ هم دما، قطعه در دماهای بسیار زیاد نگهداری میشود که این کار از گرم کردن حدالامکان قالب صورت میپذیرد؛ ر این روش سطح تماس قالب و قطعه فلز از بین رفته و سبب بهبود ویژگی و خاصیت نهایی فلز میشود.
فورجینگ چند جهته

در روش فورجینگ چند جهته، فرآیند گرم کردن برای تولید و عرضه قطعات پیچیده استفاده میشود. این قطعه گرم شده از فورج چند جهته عبور کرده و قوسهای آن در دو جهت عمودی و افقی ایجاد میشود.
فورجینگ قالب باز

همانطور که از فورجینگ قالب باز هم مشخص است، در این روش قطعه درون قالب به طور کامل احاطه نشده است. در این روش ابتدا با گرم کردن قطعه، آن را بین قالب بالایی متصل به سنبه و قالب پایینی متصل به تکیهگاه قرار میدهند. و در مراحل بعدی با اعمال فشار قطعه مورد نظر را به شکل دلخواه درمی آورند.
فورجینگ قالب بسته
در فورجینگ قالب بسته، تمام یا قسمتی از قطعه درون قالب قرار گرفته و با فشار قالب بالایی بر روی پایینی، قطعه شکل و فرم میگیرد.
مراحل انجام جوش فورجینگ میلگرد

برای اجرای این روش بهتر است شرایط زیر را رعایت کرده تا بهترین نتیجه را از این جوش داشته باشید.
- آماده سازی میلگردها: در ابتدا میلگردهایی که قرار است جوشکاری شوند باید تمیز و عاری از هرگونه روغن، گرد و غبار و زنگزدگی باشند. این کار باعث بهبود کیفیت اتصال میشود.
- برش میلگردها: انتهای میلگردها به صورت صاف و تمیز بریده میشوند تا تماس کامل و همسانی بین دو میلگرد برقرار شود.
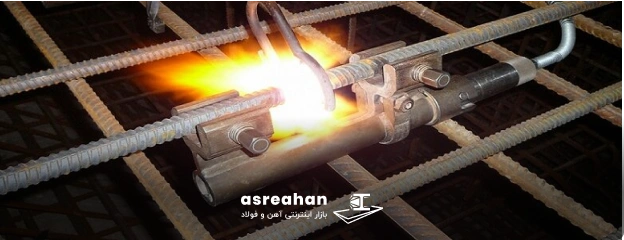
- پیشگرم کردن میلگردها: برای انجام فرآیند جوشکاری، ابتدا انتهای میلگردها با استفاده از دستگاههای خاص به دمای معینی که معمولاً حدود 1200 تا 1300 درجه سانتیگراد است، گرم میشوند؛ این حالت به خمیری کردن میلگرد و اتصال بهتر کمک میکند.
- اتصال میلگردها: پس از گرم شدن، انتهای میلگردها با فشار معینی به یکدیگر فشرده میشوند. این فشار باعث میشود که دو میلگرد به طور کامل به یکدیگر متصل شوند و ساختاری یکپارچه و مقاوم ایجاد شود.
- خنک کردن: پس از اتصال میلگردها، زمان میدهیم تا به آرامی خنک شوند. این خنکسازی باید به گونهای باشد که ساختار کریستالی فلز بهدرستی شکل بگیرد و مقاومت نهایی اتصال حفظ شود.
- بازرسی و کنترل کیفیت: پس از اتمام جوشکاری، اتصالات باید از نظر کیفی بررسی شوند. تستهای غیرمخرب مانند آزمون التراسونیک یا آزمون رادیوگرافی میتوانند برای بررسی صحت و کیفیت جوش استفاده شوند.
- پوشش محافظ: در نهایت، میلگردهای جوشدادهشده ممکن است با پوششهای محافظ مانند رنگهای ضد زنگ یا دیگر مواد حفاظتی پوشانده شوند تا از خوردگی و زنگزدگی جلوگیری شود.
استفاده از جوش فورجینگ میلگرد و به دست آوردن نتیجهای مطلوب از این نوع جوش مستلزم رعایت نکات ذکر شده است. در این صورت به جوشی مقاوم و یکپارچه دست خواهید یافت و به صورت کلی سازه در برابر آسیبهای بیرونی مقاومتر میشود.
کاربردهای جوشکاری فورجینگ چیست؟

جوشکاری فوجینگ در قسمتهایی از سازه و پروژهای عمرانی مورد نیاز است که نیاز به اتصالات قوی و مقاوم دارند. به عنوان مثال جوشکاری فورجینگ در موارد زیر کاربرد دارد:
- آرماتوربندی ساختمان
- آرماتوربندی پلها، سدها و تونلها
- ساخت قطعات هواپیما
- تولید قطعات دوچرخه، موتورسیکلت و خودرو
- ساخت ابزار صنعتی و پیچ و مهرهها
- ساخت میل لنگ
- ساخت صنایع دفاعی
- ساخت خودرو و کشتی سازی
ابزارها و دستگاه های مورد نیاز برای عملیات فورجینگ چیست؟

ابزارهایی که در این نوع جوش مورد استفاده قرار میگیرند شامل کپسول اکسیژن به همراه کنترل کننده، مشعل و حرارت مورد نیاز انجام عملیات فورجینگ میلگرد، کپسول گاز استیلن به همراه کنترلکننده و نازل اکسیژن و استیلن است.
در این فرآیند از دستگاهی به عنوان کمپرسور نیز استفاده میشود که آن نیز از قطعاتی همچون پمپهای فشار مخصوص، پدال پمپ، سیلندر خارجی و چندین قطعه دیگر تشکیل شده است.
تست جوش فورجینگ
برای اطمینان از انجام درست و اصولی فرآیند جوش فورجینگ و سنجش مقاومت و استحکام آن چند تست در ادامه این فرایند جوش صورت می گیرد. این تستها عیوبی شامل ترک خوردگی، تخلخل و عواملی از این دست را مورد بررسی قرار میدهد تا مشکلی در ادامه فرایند ساخت و ساز به وجود نیاید. تست های جوش فورجینگ شامل موارد زیر میشود:
- تست التراسونیک جوش فورجینگ: در واقع این آزمایش یک تست غیر مخرب محسوب میشود که در آن بدون شکستن و خراب کردن ناحیه جوش خورده و با استفاده از امواج صوتی با فرکانس بالا به منظور شناسایی هر گونه نقص در قسمت داخلی منطقه جوش خورده صورت میگیرد.
ثبت این فرکانس و موجها و تحلیل آنها توسط متخصص مربوطه، اطلاعات ارزشمندی از میزان ساختار داخلی جوش در ارائه میدهد و میتواند عدم همجوشی یا تخلخل را در جوش مشخص نماید. - تست کشش میلگرد جوش شده: این آزمایش یک تست مکانیکی است که به بررسی استحکام و مقاومت جوش و همچنین شکل پذیری اتصال جوش میپردازد. برای انجام این آزمایش ابتدا میلگرد جوش داده شده را در معرض نیروی کششی قرار میدهیم تا زمانی که این جوش شکسته شده و دو قطعه میلگرد از هم جدا شود.
البته باید توجه داشت که این نیرو در این مدت ثابت نبوده و به طور مستمر در حال افزایش است و در همین حین میزان تغییر شکل و تغییر طول آن در حال محاسبه است. هدف از این آزمایش کمک به تعیین خواص مکانیکی اعم از استحکام تسلیم، استحکام کشش نهایی و افزایش طول میلگرد است. با انجام این تست برای جوش فورجینگ میتوان از اتصال استاندارد آن مطمئن شد. - آزمایش خمش جوش فورجینگ میلگرد: این آزمایش نیز یک آزمایش مکانیکی بوده و برای ارزیابی شکل پذیری و کیفیت این اتصالات در سازههای ساختمانی و بتنی استفاده میشود.
در آزمایش خمش قطعهای از میلگرد جوش خورده را با طول و عرض مشخص در معرض کشش قرار گرفته و این کار تا پیدا کردن زاویه مشخصی و یا خمش به صورت کامل ادامه پیدا میکند. - تست جوش فورجینگ از نظر خستگی: انجام این تست برای جوش فورجینگ نیز یک روش مکانیکی بوده که برای تست میزان مقاومت و دوام جوش در شرایط بارگذاری چرخهای استفاده میشود. در این آزمایش قطعه میلگرد مورد بررسی به طور مکرر بارگذاری و تخلیه راه میکند که این کار به منظور شبیه سازی تمامی کرنش و تنشهایی است که یک میلگرد در مواقع استفاده، تجربه خواهد کرد.
با اینکه بار اعمال شده کمتر از مقاومت منطقه جوش است اما این کار آن قدر ادامه پیدا میکند تا متخصصان بتوانند شروع، انتشار ترک و همچنین میزان قابل تحمل در هر بارگذاری را تا پیش از وقوع ترک اندازه گرفت و ارزیابی کرد. این تست نشانگر میزان خستگی در زمان بلندمدت است و اطلاعات خوبی درباره میزان استحکام و دوام منطقه جوش به ما میدهد. - بازرسی چشمی جوش فورجینگ: در این تست از هیچگونه تست مخرب یا غیر مخربی استفاده نشده و بازرسی محل جوش تنها با دیدن و بازرسی چشمی صورت میگیرد.
در این تست مقدار شیب ناحیه جوش که از دیگر مناطق میلگرد قطر بیشتری دارد بررسی میشود که باید دارای شیبی ملایم باشد و عد این شرایط نشان از استفاده بیش از حد از حرارت و فشار داشته و فشار مضاعف بعد از آن موجب شکستگی خواهد شد.
تاییدیه فورجینگ چیست؟

روش فورجینگ جهت جوش سر به سر میلگرد در سال ۱۳۸۸ از سوی سازمان تحقیقات ساختمان و مسکن ایران تایید شد. این تاییدیه چندین مرتبه تمدید شد و در نهایت، در سال ۱۳۹۶ استاندارد فورجینگ با استناد به ویرایش ۲۰۱۴ تدوین و ترجمه شد.
لازم به ذکر است که تاییدیههای دیگر روش فورجینگ که پس از تاییدیه و دستورالعمل مرکز تحقیقات مسکن صادر شدهاند، عمدتاً توسط سازمانهای نظام مهندسی استانهای مختلف کشور ارائه شدهاند. این سازمانها اغلب نمایندگان شرکت آفتاب تابان کنزا بودهاند. تمامی ضوابط فورجینگ در این تاییدیهها و دستورالعملها، بر اساس تستها، تحقیقات و بررسیهای مراکز علمی و دانشگاهی تدوین شدهاند.
ضوابط جوش فورجینگ
اجرای این جوش مستلزم رعایت برخی استانداردهای از پیش تعیین شده و رعایت ضوابط است. این ضوابط عبارت است از:
- وصلههای مکانیکی یا جوشی باید قادر به انتقال تنشی حداقل برابر با ۱/۲۵ برابر تنش تسلیم میلگرد در کشش یا فشار باشد.
- یک در میان بودن میلگردها با وصله مکانیکی یا جوشی در هر مقطع از عضو، به جز در اعضای کششی بند 8-7-4-21-9 الزامی نیست.
- در اعضای کششی نظیر عضو کششی که بار را به تکیه گاهی در تراز بالاتر منتقل میکند و عضو کششی خرپاها، وصله جوشی یا مکانیکی در میلگردهای مجاور باید با فاصله ۷۵۰ میلیمتر در امتداد وصله انجام شود.
در نظر گرفتن این ضابطه در اعضای کششی نظیر دیوار مخازن دایروی، که تعداد زیادی میلگرد کششی به صورت یک در میان و با فاصله زیادی از هم وصله شدهاند، الزامی نیست.
مطابق ضوابط مبحث نهم مقررات ملی ساختمان ویرایش پنجم سال 1399، وصله های جوشی در میلگردهایی که نیروی ناشی از زلزله را تحمل مینمایند، نباید در فاصله کمتر از دو برابر ارتفاع مقطع عضو از بر اتصال تیر به ستون و یا مقاطع بحرانی که در آن ها احتمال تسلیم آرماتورها وجود دارد، واقع شده باشند. رعایت ضابطه فوق در سازههای با شکل پذیری کم ضروری نیست.
فرآیند بازرسی، نظارت و کنترل وصلهی فورجینگ باید در سه مرحله قبل از عملیات جوشکاری، در حین عملیات جوشکاری و بعد از جوشکاری و بر اساس استاندارد ملی ۲۲۴۴۲ (سال ۱۳۹۶) تحت عنوان «فولاد برای تسلیح بتن – اتصال میلگردهای فولادی جوشکاری شده به روش فشاری گازی – روش آزمون و معیار پذیرش» یا استانداردهای ژاپنی JIS Z 3120 و JIS Z 3881 صورت گیرد.
بعد از عملیات جوشکاری باید تستهای غیر مخرب مانند آزمون نفوذ و آزمون التراسونیک انجام گیرد. همچنین برای دریافت گزارش تایید دستورالعمل جوشکاری، انجام تست مخرب مطابق استاندارد مربوطه مانند آزمون خمش و کشش میلگرد وصله شده الزامی است.
بر اساس مبحث نهم مقررات ملی ساختمان، در صورتی که قرار است در میلگردها از وصله جوشی استفاده شود، باید این میلگردها تحت آزمایش جوش پذیری قرار گیرند. در این آزمایش نمونههای جوش شده باید تحت آزمایش کشش و خمش قرار گیرند. در آزمایش خمش، زمانی میلگرد از نظر جوش پذیری قابل قبول تلقی می گردد که پس از خم کردن، ترکی در منطقه جوش شده و خود جوش به وجود نیاید.
شرکت های مجری عملیات فورجینگ و دستگاههای مورد استفاده در این عملیات باید توسط مراجع ذیصلاح تایید شده باشند. برای تایید صلاحیت جوشکاران، تایید صلاحیت کارگاه و تایید دستورالعمل جوشکاری مورد نظر، تهیه گواهی صلاحیت جوشکار، دستورالعمل جوشکاری و گزارش تایید دستورالعمل جوشکاری الزامی است. استفاده از تجهیزات برشکاری و لبه سازی با اره تنگستنی مخصوص دور پایین دراین روش جوشکاری الزامی میباشد. داشتن گواهینامه جوشکاری برای مجری الزامی است.
بررسی مزایا و معایب جوش فورجینگ
در این روش جوش میلگرد نیز با برخی مزایا و معایب مواجه هستیم که در ادامه به بررسی کامل آنها میپردازیم؛ اما به صورت کلی انتخاب این نوع جوش بستگی به شرایط شما داشته و میتوانید با بررسی تک تک مزایا و معایب این روش تصمیم بهتری برای انجام یا صرف نظر آن اتخاذ کنید.
مزایای جوش فورجینگ

- مقرون به صرفه بودن: این روش جوش، به عنوان روشی اقتصادی شناخته میشود. با اینکه ابزارهای آن فراوان و قابل دسترس بوده اما همکاری با شرکتهایی که به طور اختصاصی برای انجام جوش فورجینگ تشکیل شده است نیز به دلیل مهارت بالای متخصصین این حوزه، توصیه میشود.
- کاهش مصرف میلگرد: در دیگر روشهای جوش دادن میلگرد به طور عمده قسمتی از سطح فلز از بین میرود. ما به طور تقریبی این از بین رفتن میلگرد و سطح فلز در روش جوش فورجینگ تا 30 درصد کاهش یافته و سبب کاهش ضایعات نیز میگردد و با توجه به قیمت آهن و میلگرد سبب صرفه جویی در بودجه مورد نظر میشود.
اما در مقابل با توجه به اینکه ضایعات میلگرد و قطعات خرد شده همیشه قیمت کمتری نسبت به یک میلگرد سالم دارند، میتوان با جوش تکههای بریده شده میلگرد و به اصطلاح ضایعات آنها نیز هزینههای خرید میلگرد را مدیریت کرد. - استحکام بالا: در صورت اجرای درست جوش فورجینگ و سپری کردن مراحل کنترل کیفیت، میتوان نتیجه گرفت دوام و استحکام این جوش بسیار زیاد بوده و در محل انجام جوش سبب تحمل بیشتری از نیروهای کششی و فشاری شده است.
معایب جوش فورجینگ

در مقایسه با مزایای جوش فورجینگ، معایب آن بسیار کمتر است اما بهتر است قبل از شروع به انجام این کار موارد زیر را مطالعه فرمایید. این نکات همچنین به پاسخ این پرسش رایج کمک میکند که در شرایط مختلف فورجینگ بهتر است یا اورلپ. چرا که انتخاب میان این دو روش به عوامل اجرایی، تخصص نیروی کار و شرایط محیطی پروژه بستگی دارد:
- این کار به فردی متخصص در این زمینه نیاز داشته و همه افراد نمیتوانند آن را انجام دهند. در نتیجه برای انجام این کار فردی باتجربه را به کار بگیرید.
- شرایط غیر قابل کنترل همچون وزش باد در محیط انجام این جوش سبب کاهش مقاومت و تغییر ساختار آرماتورها میشود.
- اگر این جوشکاری در محیط سرد صورت بگیرد باعث شکنندگی میلگردها شده و کیفیت جوشکاری کاهش پیدا کند.
- گاز اکسی استیلن در این روش استفاده میشود که حرارت آن قابل کنترل نیست. همچنین مدت زمان حرارتدهی نیز ثابت نبوده و نتیجه خوب کار به مهارت و تجربه جوشکار دارد.
فرآیند فورجینگ برای چه فلزاتی انجام میگیرد؟
فرایند فورجینگ به نوعی آهنگری محسوب میشود و یک فرآیند تولید فلزات است که در آن فلز گرم تحت فشار شدید قرار میگیرد و به شکل دلخواه درمیآید. به همین سبب تنها روی فلزاتی صورت میپذیرد که دارای ویژگیها و خواص خاص مکانیکی صورت میپذیرد.
به عنوان مثال فولاد که استفادهای گسترده در صنعت دارد و یا تیتانیوم که فلزی بسیار سبک بوده و در صنعتهای فضا به کاربرده میشود. جوش فورجینگ حتی در مس، آلومینیوم و یا نیکل نیز مورد استفاده قرار میگیرد.
نکاتی مهم در رابطه با اتصال فورجینگ میلگرد

- کنترل کامل حرارت حاصل از سوختن گاز استیلن امکانپذیر نیست؛ بنابراین، فرد مجری عملیات فورجینگ باید در تنظیم فشار گاز و زمان لازم برای رسیدن فلز به دمای مورد نظر، دقت و تجربه کافی داشته باشد و این کار را به نحو احسنت انجام دهد.
- زمان تقریبی انجام فرآیند فورجینگ میلگرد وابسته به دمای محیط است و دقیق نیست. لذا فرد مجری عملیات باید با تجربه کافی زمان مناسب برای اعمال فشار را از روی ظاهر میلگردها تشخیص دهد.
- برای اجرای عملیات فورجینگ در مناطق سردسیر، نیاز به دقت و حساسیت بیشتری دارید. در دماهای پایین، مقاومت اتصالات فورجینگ کاهش مییابد، بنابراین نیاز به کنترل کیفیت بیشتری است.
- در مرحله اعمال حرارت بر روی میلگردها، باید دقت کنیم که دمای میلگردها بیش از حد بالا نرود. زیرا در این صورت، هنگامی که دمای میلگردها به دمای محیط بازمیگردد، احتمال ترک خوردگی آنها افزایش مییابد.
- هنگام اعمال فشار هیدرولیکی، باید مطمئن شویم که فشار به سر هر دو میلگرد بهطور یکنواخت وارد میشود. در غیر این صورت، استحکام نقاط جوش تحت تاثیر قرار خواهد گرفت.
- برای کاهش خسارتهای جانی و مالی، باید از درست کار کردن شیرهای یک طرفه اطمینان حاصل کنیم. این شیرها در مشعل وجود دارند و وظیفهشان جلوگیری از بازگشت گاز به داخل مخازن است. اگر این شیرها به درستی کار نکنند، ممکن است خسارات زیادی به بار آید
نحوه کنترل کیفیت عملیات فورجینگ میلگرد

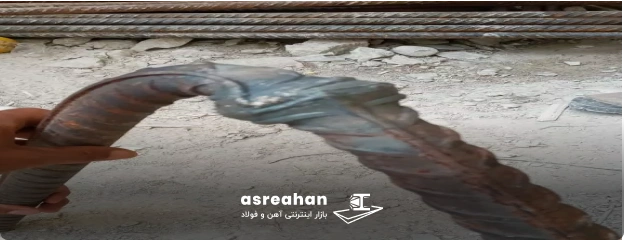
کنترل کیفیت جوش سر به سر میلگرد یا همان فورجینگ در وحله اول با نگاه کردن به شکل جوش و بررسی آن صورت میگیرد؛ البته باید توجه داشته که این بررسی عینی بر اساس استاندارد JIS Z 3120 صورت میگیرد. این آزمون بررسی ظاهری به صورت زیر میباشد:
- قطر گردهای که در هنگام جوشکاری و فشار به وجود آمده باید حداقل ¼ قطر میلگرد اولیه باشد.
- طول گرده ایجاد شده در هنگام جوشکاری باید حداقل معادل 1/1 قطر فلز پایه باشد.
- تحدب جزئی محور مرکزی (ΔH) در جوشکاری گازی فشاری نباید بیشتر از قطر فلز پایه باشد
- میزان لنگی یا خروج از مرکز محور مرکزی (e) در جوش گازی فشاری نباید بیشتر از قطر فلز پایه باشد.
- جابجایی سطح (S) جوشکاری فشاری گازی نباید بیشتر از قطر فلز پایه باشد.
نکات ایمنی که در جوشکاری فورجینگ باید رعایت شود

طبق دستورالعملهای جوشکاری فورجینگ میلگرد رعایت نکات ایمنی الزامی است و باید تمامی شرایط و قوانین در محیط انجام کار رعایت شود.
در ادامه به بررسی بیشتر نکات ایمنی در جوشکاری فورجینگ میپردازیم:
- استفاده از هرگونه تجهیزات و دستگاه آسیب دیده، ناقص و دارای هرگونه خرابی و ایراد پرهیز شود .
- افراد مجرب و آموزش دیده دارای گواهینامه کتبی مجاز به استفاده و کار با دستگاه و تجهیزات تخصصی جوشکاری می باشند .
- جهت محافظت کارگران و جوشکار از اشعههای حاصل سوخت گازهای اکسیژن و استیلن از لباس ایمنی، کفش کار و عینک مخصوص جوشکاری استفاده شود.
- از لباسهای عایق و کفش ایمنی مخصوص با تخت لاستیکی و پنجه فلزی و دستکش مناسب جوشکاری استفاده شود .
- لباس گروه اجرایی در حین کار نباید آغشته به روغن یا چربی و همچنین عاری از هرگونه مواد اشتعالزا باشد.
- از تغییر و دستکاری خودسرانه دستگاه هیدرولیک و اتصالات گاز جدا خودداری کنید و در صورت مشاهده هرگونه خرابی یا مشکل در عملکرد دستگاه یا دیگر ادوات به خدمات پس از فروش شرکت یا مسئول مربوطه اطلاع دهید .
- بکارگیری هرگونه قطعات غیر استاندارد باعث اختلال در عملکرد کل دستگاه میشود، عواقب هرگونه رخداد غیر منتظره به عهده مصرف کننده میباشد .
- اگر در ارتفاع و محلهای پر مخاطره قرار گرفتید، ملزم به استفاده از کمربند و تجهیزات مخصوص کار میباشید.
- توجه داشته باشید کابلهای برق هیچگونه زدگی نداشته باشند و پوشش عایق خود را از دست ندهند، همچنین اتصال کابلها به دستگاه به درستی ایزوله شده باشند. مراقب پارگی و سوختگی شلنگهای گاز باشید .
- در هنگام تعویض تیغه اره یا سرویس دورهای اره، برق آن را قطع کنید.
- از شیر یک طرفه گاز در مسیر مشعل تا کپسولها استفاده کنید.
- از تمامی مقررات و ضوابط کارگاهی تعیین شده در محل جوشکاری، آگاه باشید و نکات آیین نامه حفاظتی کارگاههای ساختمانی تدوین شده را رعایت نمایید.
همچنین تعدادی نکات ایمنی برای استفاده از گاز استیلن و اکسیژن وجود دارد که رعایت آنها سبب ایمنی بیشتر در محیط کار میشود:
- سیلندرهای گاز اکسیژن و استیلن در محیط باز نگهداری شود
- محیط نگهداری کپسولهای گاز اکسیژن و استیلن باید دارای تهویه مناسب باشند، اگر در مکانی بسته و مسقف کار میکنید حتما باید راه تهویه هوا وجود داشته باشد.
- سیلندرهای پر و خالی از یکدیگر تشخیص و جدا نگهداری شود.این سیلندر ها باید بر روی جای صاف، ایستاده قرار گیرند و با عوامل نگهدارنده به دیوار مهار نمود و مانع از واژگونی آنها شود.
- کپسولهای اکسیژن با رعایت حداقل فاصله از کپسولهای استیلن قرار گرفته و بهتر میباشد که محل قرارگیری دو کپسول با دیواری از یکدیگر جدا شوند.
- استفاده و استعمال هرگونه مواد اشتعالزا و دخانیات در حین کار و حتی در نزدیکی محل نگهداری کپسولها مطلقا ممنوع میباشد و همچنین از نگهداری هرگونه وسایل گاز سوز، حرارتی و برقی خطیر در محل نگهداری سیلندرها اجتناب شود.
- جابجایی و حمل و نقل کپسولها حتما با وسایل ایمنی و چرخدار لاستیکی انجام شود .
- کپسولهای فرسوده و معیوب مورد استفاده قرار نگیرد و حائز اهمیت است از سالم بودن بدنه کپسولها ، سوپاپ و شیرآلات اطمینان حاصل نماییم و از هرگونه دستکاری و تغییر آنها جدا اجتناب کنیم.
- از آچار مخصوص جهت باز و بستن کپسولهای استیلن استفاده نمایید و از باز گذاشتن شیر سیلندرها خودداری کنید و در وقت تعطیلی کارگاه از بسته بودن شیر کپسولها اطمینان حاصل فرمایید.
- از پرتاب و غلتاندن سیلندرها اکیدا خودداری شود.
- از روغن کاری و گریس کاری شیر کپسولهای گاز خودداری کنید و در صورت آلوده شدن شیر کپسول، به محض باز شدن انفجاری در شیر، تقلیل فشار رخ میدهد و جوشکار دچار سوختگی میشود.
در هنگام آتش سوزی احتمالی، ابتدا اتصالها را قطع و سپس گاز کپسولها را ببندید و مراقب باشید سیم و کابل برق در نزدیکی کپسول نباشد . - از تمیز بودن دست و ابزار متصل به کپسولها از لحاظ نداشتن چربی و مواد سوختی مثل نفت و بنزین و گازوئیل مطمئن باشید و حتما لباس و دستکش نخی و کتان داشته باشید.
- از فلاش بک (برگشت شعله) یا شیر یک طرفه ایمنی استاندارد استفاده کنید .
- کپسول اطفاء حریق و جعبه کمکهای اولیه همیشه به همراه داشته باشید .
- چنانچه شیر خروجی استیلن یا اکسیژن یخ بزند باید با آب گرم یا کیسه شن داغ آن را گرم و باز کنید .
- از شلنگهای استاندارد و سالم و یک تکه استفاده کنید .
- نور (اشعه) ماوراء بنفش و مادون قرمزی که حین قوسهای ایجاد شده در جوش و بعد آن بوجود می آید اثرات نامطلوبی بر روی چشم و پوست میگذارد.
به همین سبب نیز برای انجام جوشکاریهای کوتاه میبایست از نقابهای دستی و برای جوش کاریهای بزرگ باید از نقابهایی که بر روی سر ثابت میمانند استفاده مینماییم.
جمع بندی
روش جوش سر به سر میلگرد یا فورجینگ، یکی از روشهای مطلوب برای اتصالات میلگرد به هم است که با استفاده از ابزار خاصی صورت میگیرد. این جوش در صورت اصولی بودن و انجام تستهای ذکر شده، از دوام و مقاومت بالایی برخوردار گشته و به طبع آن دوام و استحکام سازهای شما نیز افزایش مییابد. در این شیوه از جوش باید تمامی نکات ایمنی رعایت شده و از فرد متخصص برای این کار استفاده شود.